
自贡彩灯(自贡花灯)制造技术通用规范
2022/04/29 2628
自贡彩灯(自贡花灯)是最受欢迎的民间工艺美术,但却是经过民间彩灯手工艺人的长期传承,口口相传,最终成就了最具特色的优势产业。直到2020年7月,经过几个月的漫长讨论和准备,在自贡市文广局的主导下,一系列关于自贡彩灯的地方标准终于被纳入四川省地方标准修订项目的立项计划。该系列标准的颁布,对自贡彩灯代表自贡文化,引领市场规范生产,推动彩灯行业标准发展,提升彩灯产品和服务质量,助推自贡国家文化出口基地和国家出口彩灯文化产品质量安全示范区建设具有重要作用。
以下是《自贡彩灯(自贡花灯)制造工艺通用规范》的具体内容:
1范围
本标准规定了自贡彩灯制造过程的术语和定义、过程、测试方法和测试规则。本标准适用于指导各类自贡彩灯产品的生产。
2规范性引用文件
以下文件对于本文件的应用至关重要。对于所有注明日期的引用文件,注明日期的版本仅适用于本文件。对于未注明日期的引用文件,其最新版本(包括所有修订版)适用于本文件。
GB 50017钢结构设计标准
GB 50205《钢结构工程施工质量验收规范》
GB 50661《钢结构焊接规范》
JGJ 46-2005施工现场临时用电安全技术规范
3术语和定义
下列术语和定义适用于本文件。
3.1
彩灯彩灯
彩灯是花灯,灯笼的传统工艺美术的现代演绎。它的材料和工艺从传统的竹子、米扎、纸糊发展到各种材料、各种艺术手段和工艺品制成的夜光艺术品。
3.2
灯组
它由几个彩灯元素和灯组成,是一个需要现场搭建和安装的组合复合彩灯。
3.3
结构图
基于彩灯平面效果图,显示彩灯(灯组)总平面布置、外形、内部装置、结构、材料应用和施工要求的图纸。
3.4
打样绘制设计
绘制施工图(包括平面图、立面图、剖面图、节点大样图和单元结构图),编制生产指导书。
3.5
通过手工或计算机辅助的方式进行放样设计。
根据彩灯平面效果图,采用地面手绘、计算机辅助绘图或光影成像等方式,等比例放大彩灯实际生产尺寸。
3.6
受启发的取样夹铁丝设计
钢材,如铁丝、线圈等。应根据详图的线条和尺寸弯曲并切割成焊接件。
3.7
接触对接
用电焊机连接样品得到的焊接成型件的特殊工艺是用现代焊接工艺代替传统的手工绑扎工艺。俗称丝扎造型,也叫焊接。
3.8
平面建模
线扎成型的二维平面或半浮雕铁丝骨架。
3.9
钢结构的形状
彩灯钢主骨架的结构建模。
3.10
三维建模
利用点焊技术,在二维平面结构上增加一个方向向量,形成三维形状。
3.11
机械传动组件
机械传动设备与电气附件有机结合,使彩灯整体或部分“动”。
3.12
内部光传输
彩灯的光源是内置的,光源从内到外柔和的透出,达到了见光不见光的效果。
3.13
色度ally
根据平面效果图的颜色提示和场景环境,在建模骨架的表面,将各种颜色的带有提示颜色的布料,在不同的区域捆绑粘贴处理。
3.14
刷胶
沿着彩灯骨架均匀涂抹粘合胶。
3.15
设计分色粘贴彩色丝绸
根据色样选择彩色丝布,用分色块外挂彩灯分色线骨架。
3.16
灯灯带
使用单点光源或LED发光二极管来形成串联连接的灯带。
3.17
彩绘
采用国画、水粉、油画等技法as 彩灯进行艺术处理。
3.18
喷涂
使用喷枪彩灯进行各种颜色处理。
3.19
漏电保护
防止因漏电造成人身触电事故或电气火灾及电气设备损坏事故的技术措施。
3.20
魁梧的
彩灯特殊材料(瓷器、玻璃瓶)制作和连接的特殊技能。
3.21
结合键
彩灯生产中连接特殊材料(茧)的特殊技能。
3.22
烤
彩灯制作过程中烘焙变形特殊材质(光盘)的特殊技巧。
3.23
装配
各种彩灯元素形成组合和复合彩灯 lamp组的过程。
3.24
缩减程度
成品彩灯与设计图纸之间的相似程度。
4工艺
4.1分类
4.1.1自贡彩灯制造工艺分类:现代照明工艺和特殊材料的传统照明工艺。
4.1.2 彩灯制造工艺的分类:美术工艺、钳工工艺、机电配置工艺、装修工艺、安装调试工艺。工艺是每个过程的表现。
4.2工具和材料
工具
自贡彩灯制造工具主要包括:
a)美术工具:电脑、粉笔、墨水、画笔、颜料盘、喷枪、空气压缩机、自制辅助工具等。;
b)钳工工具:拉线器、切割机、电焊机、碰焊机、钢丝钳、平口钳、钢丝钳、防护口罩、自制辅助工具等。
c)机电配置工具:电工仪器、钢丝钳、剥线钳、钢丝钳、尖嘴钳、电笔、电刀、自制辅助工具等。
d)装饰工具:医用不锈钢弯剪、刷子、塑料杯、自制辅助工具等。
e)安装调试工具:螺丝刀、螺丝刀、扳手、手钻、自制辅助工具等。
材料
自贡彩灯材料主要包括:
a)美术材料:丙烯酸颜料、各种绘画材料、喷漆等。;
b)钳工材料:各类线材、圆钢、角钢、扁钢、矩形管、铁丝、焊条等。
c)机电配置材料:国标电线、灯泡、LED条、点光源、开关、配电箱、漏电保护装置、扎带、绝缘胶带等。
d)装饰材料:七彩缎、旗布、缎布、喷绘布、粘合剂等。瓷器、玻璃瓶、蚕茧、光盘、吹塑纸等特殊装饰材料。
4.3工艺流程
自贡彩灯制造工艺,见表1。
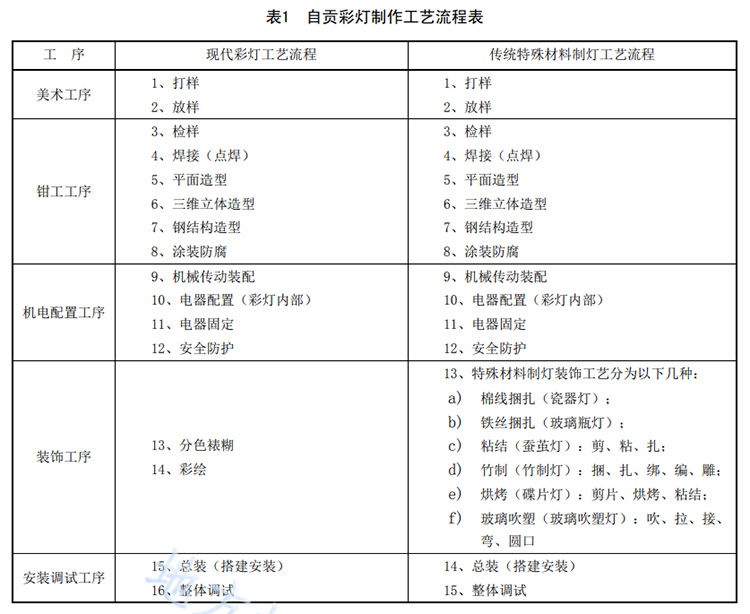
自贡彩灯制造工艺流程图
4.4现代彩灯灯制造技术和要求
4.4.1校对
绘制4.4.1.1的建筑图,包括平面图、立面图和剖面图,绘制结构复杂的节点详图,绘制彩灯多个构件的单元结构图。
4.4.1.2彩灯制造说明,并提出彩灯对创意、工艺和材料的要求。
4.4.1.3图纸齐全,布局规范,结构清晰,表达准确,要求具体,可作为工程施工、编制施工图预算和施工组织的依据。
4.4.2放样
根据4.4.2.1彩灯,节点或单元的尺寸比例,施工图中的图形将在地面上用九宫格放大。
使用4.4.2.2计算机软件绘制九宫格彩灯图,并标注了确切的尺寸、材料和工艺。细节以喷墨的形式展示出来。
无论4.4.2.3是手绘还是计算机辅助绘制放样图形,都要求放样准确、结构合理、施工方便。
4.4.3提取样品
采用4.4.3.1金属拉丝机等设备,将铁丝、圆线圈等金属材料拉直。矫直后,导线和线圈不应有局部弯曲、死弯、小波形和明显的表面伤痕。
用4.4.3.2拉直的铁丝或线圈圈,根据细部的线条弯曲成型,分段切割,分类存放。
4.4.4焊接(点焊)
现代彩灯的焊接为手工电弧焊,其操作应符合钢结构手工电弧焊的焊接工艺标准。
4.4.4.2点焊与铁丝连接,不允许虚焊或假焊。焊点的拉力不得小于铁丝拉力的50%。
4.4.5平面建模
根据详图要求,将分段切割的铁丝等材料通过点焊逐一连接,形成二维平面图形或半浮雕线框图形。
三维建模
根据4.4.6.1的结构图焊接三维造型的主骨架。
4.4.6.2简单的三维造型可以在艺术家的指导下与二维平面结构相结合。
4.4.6.3的人物、动物等复杂立体图像,根据结构图逐点焊接。在艺术家的指导下,不断调整线材的方向向量和弯曲弧度,高度还原设计的形象。
4.4.7钢结构建模
4.4.7.1钢材和钢部件的品种、规格和性能应符合国家现行产品标准和设计要求。
4.4.7.2钢结构造型所用的焊接材料应符合GB 50661的规定。
4.4.7.3的焊工必须通过考试并取得资格证书。持证焊工必须在其考试合格项目和认可范围内进行焊接。
4.4.7.4的大型或超大型彩灯钢结构应按照GB 50017执行。
4.4.8涂层防腐
钢结构完成后,需要进行油漆和防腐。防腐涂料、稀释剂、固化剂等材料的品种、规格和性能应符合GB 50205的规定。
机械传动组件
4.4.9.1彩灯needs的机械传动要根据设计要求选择安全电压电源。
在4.4.9.2使用的设备应符合国家现行技术标准的规定。
根据设计要求,4.4.9.3选择合适的电机型号。
根据选定的电机和彩灯结构,4.4.9.4设计了加工零件并进行加工。
4.4.9.5机电协调,接触器、控制器、继电器、行程开关等的标准化使用。,满足彩灯 action要求。
4.4.10电器配置(彩灯内部)
4.4.10.1彩灯Electricity消耗量应符合JGJ46。
4.4.10.2彩灯requires内部透光内置光源,布局合理,光晕均匀,无明显斑点。
4.4.10.3电工材料的规格型号符合设计要求。
为了方便4.4.10.4内置光源,制作了系列线灯条。
将电源线的两端固定在距离4.4.10.5 10m以上的地方,根据内置照明的要求,用开线器在距离20 ~ 30cm处将电源线上的缺口断开。
在4.4.10.6的电源线缺口处,用一根2 ~ 4 cm的电源线垂直连接灯座和灯泡。
4.4.10.7缺口和接头应根据规范进行绝缘处理。
4.4.11电器的固定
将4.4.11.1的电气材料固定在彩灯中。
根据4.4.11.2彩灯骨架结构,上下距离为40 ~ 50 cm,点光源灯带用系带固定在彩灯骨架上。
4.4.11.3适用于彩灯 contour、平面结构建模、三维建模等结构空间狭小的地区。在敷设和拉直的前提下,LED灯带通过绑扎固定在彩灯骨架上。
安全保护
为防止在4.4.12.1因漏电造成人身触电事故或电气火灾及电气设备损坏,彩灯需要采用漏电和过电流保护。
在4.4.12.2需要配备配电箱的彩灯产品必须配备带漏电保护的总开关。
在4.4.12.3安装漏电保护开关时,应严格按照漏电保护器的产品标识连接电源侧和负荷侧。
在4.4.12.4安装带短路保护的漏电保护器时,应保证足够的灭弧距离。
4.4.13分色和粘贴
根据4.4.13.1的平面效果图的颜色提示,在完成的彩灯 silk frame的各个部位系上相应颜色的布。
4.4.13.2彩灯Paperpasting要求表面干净,没有皱纹、虚边和污渍。
4.4.13.3采用无苯、可粘接相同或不同材料的万能胶,沿铁丝骨架或钢骨架均匀涂抹。
根据4.4.13.4美工的配色小技巧,选择合适大小的布料和颜色,刷胶后装饰粘贴在钢丝骨架或钢骨架上。
4.4.13.5的表面装饰布需要在刷完胶后与边框的一面粘合,然后拉直再与其他三面逐一粘合。
在粘贴4.4.13.6的过程中,不要让粘合面中间的布接触到粘合面而形成污渍和斑点。
在拉直和粘合4.4.13.7时,用手指按压粘合点并逐渐向前移动,使布与金属丝或钢紧密粘合。
用4.4.13.8安装异形线框时,必须小心拉直和粘接,不能出现褶皱。
4.4.13.9布裱好后,需要用医用弯剪将多余的布沿粘合线修剪掉,以保持彩灯的表面清洁。
由于4.4.13.10彩灯结构和装饰颜色的多样性,表面装饰接缝处会有重叠和毛刺。需要用各种装饰线重新装饰接缝贴边,避免出现虚边,影响彩灯的美观。
油漆
4.4.14.1彩灯is布的画基,主要是丙烯酸颜料,分为手绘和喷涂两种方式。
根据4.4.14.2平面效果图的提示,手绘彩灯特定部位的各种精细图案。
4.4.14.3喷涂工艺适用于彩灯大面积颜色处理和过渡色处理。
将4.4.14.4丙烯颜料调整到适合喷涂的浓度,用空气压缩机将丙烯颜料雾化,手持喷枪,按照平面效果图的提示涂在彩灯的表面。
4.4.14.5绘画要求表情细腻,色彩均匀,形象生动,简洁准确,过渡自然。
4.4.15最终组装(装配和安装)
成品彩灯半成品将根据4.4.15.1的平面效果图、建筑结构图和现场环境逐一架设安装。一般情况下,按照先易后难、先易后难、先易后难、先易后难、先易后难、先易后难、先易后难、先易后难、先易后难、先易后难、先易后难、先易后难、先易后难、先易后难,由低到高或由高到低。
4.4.15.2定点施工安装到位后,艺术家可以根据现场情况进行指导和调整,以达到更好的视觉效果。
彩灯复合元件通过4.4.15.3焊接、捆绑和粘接来固定。
4.4.15.4风绳、沙袋和钢结构支撑用于稳定灯组。保证灯组在遇到6级风力和4级地震时不会倒塌。
检查彩灯4.4.15.5各工种总装中的部件,及时修复和处理组合安装过程中的缺陷和损坏。
将4.4.15.6的每个彩灯元件的电源连接到分相开关和配电箱。
4.4.15.7点亮进行检查和整体调试。
4.4.16整体调试
4.4.16.1灯组组装完成后,需要通电并调整灯光。
检查4.4.16.2的供电线路是否短路,灯泡和灯带是否损坏,内置光源是否有盲点。
4.4.16.3应采用三相四线380V电源对大中型彩灯进行内部三相电流调平。
对4.4.16.4灯会展示的所有灯组、灯具和环境照明进行整体三相调平。
4.5传统制灯专用材料的技术和要求
一般规定
这种特殊材料制成的灯是在钢架结构或绑丝实体的基础上成型的。内置电源灯与普通彩灯相同,因表面装饰材料和工艺的不同而独具魅力。主要分为瓷灯棉粘合工艺、玻璃瓶灯线粘合工艺、茧灯粘合工艺、竹彩灯工艺、盘灯烘焙粘合工艺、玻璃吹塑工艺等。
4.5.2瓷灯(瓷灯)是用棉线捆绑而成。
4.5.2.1瓷灯捆绑S606塔轴棉线。
同样的瓷器(杯、盘、碗、碟、勺、瓶等。)通过4.5.2.2交叉绑定技术被绑定和连接。
4.5.2.3酒杯和碗相互搭配,通过交叉装订形成偶数组合。
根据4.5.2.4钢骨的形状,选择不同的粘结瓷并用棉线固定在钢骨上。
对于不易捆绑固定的小件4.5.2.5勺子,可以在捆绑的基础上用玻璃胶加固固定。
4.5.3玻璃瓶和扎线灯(玻璃瓶灯)
来自4.5.3.1的废弃青霉素瓶需要沸水消毒1小时并脱蜡。
从4.5.3.2购买无色透明药用玻璃瓶直接使用。
根据4.5.3.3彩灯的颜色要求,将1g水溶性染料放入100kg清水中,配制成不同颜色的防裂有色透明液体,倒入小瓶中,用胶帽密封。
选择直径为1.5~2mm的4.5.3.4 20号镀锌铁丝或漆包铜线在小瓶瓶颈处缠绕扎成一串。
4.5.3.5 304铁丝网铺设在钢筋骨架上,并用铁丝固定。
一串由4.5.3.6制成的小玻璃瓶固定在内置光源的钢架上,用铁丝或漆包铜线铺设铁丝网。
4.5.4茧结合使光(茧光)
以4.5.4.1蚕茧为表面装饰材料,经切割、胶合、装订而成。
4.5.4.2切割,选取大小均匀的蚕茧,从中间以45度角斜切,一分为二,取出蚕蛹。
4.5.4.3粘合:在透明玻璃纤维片上均匀涂上粘合剂,将斜切的蚕茧依次粘合在玻璃纤维片上。也可以在彩灯骨架上粘贴彩布,均匀涂抹粘合剂,直接粘合茧。
4.5.4.4,在用茧粘合的玻璃纤维片边缘打孔,用铁丝绑好,固定在彩灯钢骨架表面。
4.5.5竹制灯(传统彩灯)
4.5.5.1竹彩灯由五个工艺流程组成:捆扎、捆扎、装订、编织和雕刻。
4.5.5.2用竹刀切开竹子,把它剁成竹节、竹片和竹签。
4.5.5.3竹片在水中浸泡,然后用竹刀切成竹条进行编织。
4.5.5.4,常用于“人字装订”、“十字装订”、“平行装订”,用竹辫固定大竹的竹锁,锁住大竹的受力点,形成骨架。
4.5.5.5是竹制品造型的重要组成部分。在“束”的外围,基本材料如竹片、竹节、竹棍、竹辫等。根据设计要求采用单层装订、双层装订和多层装订的方式成型。
4.5.5.6,用铁钩烧红打通竹节,装上细沙,用火烘烤,以便弯曲时用竹签扎紧,冷水浸泡固定。循环往复,直至达到设计要求。
4.5.5.7编织是经过捆扎、打结、装订三道工序后的表面处理工艺,是竹子彩灯工艺最重要的环节。使用薄如蝉翼的竹丝和竹皮,根据设计要求准备好性能彩灯细节所需的局部组件。
4.5.5.8雕是在大圆竹上雕刻镂空的手段,这样彩灯就可以装在大竹管里,形成镂空透入内部的艺术效果。雕与雕同时存在。其技法分为浮雕、半浮雕、镂空雕刻三种,在竹子彩灯 craft中独立存在,常用于大竹彩灯的制作。
4.5.5.9竹彩灯的五种技法配合使用,达到“薄、透、漏、巧、巧”的立体艺术效果。
4.5.6烤盘灯,粘合制成灯(盘灯)
4.5.6.1碟灯的制作工艺由切割、烘焙、粘合三个工序组成。
4.5.6.2切割,按照彩灯的设计要求,将DVD切割成四八块。
4.5.6.3烘烤,用酒精灯或小电炉烘烤每个单碟,形成彩灯表面装饰所要求的凹面,以利于灯光的折射和反射。
4.5.6.4粘接,在造型骨架表面粘贴白布,在烤好的单碟底部选取三个点组成三角形,粘接一个长1cm×宽1cm×厚0.5cm的软泡沫,在软泡沫上粘上胶水,一块一块的粘接到骨架布上,覆盖彩灯的表面。
4.5.7玻璃吹塑灯(玻璃吹塑灯)
4.5.7.1玻璃吹塑灯是一种火焰灯无模吹塑工艺。
4.5.7.2火焰灯无模吹塑技术以“吹、拉、接、弯、圆”等玻璃吹制技术为基本功。
4.5.7.3火焰灯吹塑采用氧气和天然气作为混合燃料,温度在1000℃以上,使用时必须符合安全标准。
4.5.7.4玻璃吹塑灯是以各种型号的普通玻璃管为原料,在混合燃料的火焰上加热软化而成。用一端作为吹嘴、长约1m的空心铁管连接玻璃管,当玻璃管液化后,吹成彩灯所需的各种形状或空心状态。
LED灯条或点光源放置在4.5.7.5中空玻璃吹塑制品中。
4.5.7.6的玻璃吹塑灯采用木质底座和玻璃面板相结合。
根据4.5.7.7的设计图纸,玻璃胶用于将各种玻璃吹塑制品粘接固定在玻璃面板上。
4.5.7.8按要求在玻璃面板上钻孔,将放置在中空玻璃吹塑制品中的LED灯条电源引入底座。
4.5.7.9底座内置LED彩色灯泡,根据功耗规范将LED条形电源和点光源并入控制开关。
5检测方法
5.1外观检查
5.1.1目视观察表面装饰的平整度和光滑度,无明显皱纹和污渍。
5.1.2目测焊缝形状、颜色、整体形象与设计图纸的还原程度可达90%。
5.1.3目测透光无明显光斑。
5.1.4鼻嗅无明显刺激性气味。
5.2性能测试
5.2.1根据平面效果图检查内置灯的均匀性,不能出现明显的斑点。
5.2.2根据施工图检查机电配合的协调情况,彩灯的机械传动在规定时间内不能卡死或停止。
5.2.3现场组装完成后,需整体通电,重点检测电源线路、三相调平、漏电保护,确保灯组正常照明。
6个检测规则
6.1过程检测
质检员应根据效果图和施工图中标注的规格、尺寸和颜色,对成品彩灯半成品和单品进行检查和记录。
6.2工厂检查
应对单个产品的数量进行全检,并对该批产品进行抽样和记录。
6.3交付测试
总装结束后,点亮进行性能和外观检查,交检双方签署检查验收报告,完成交付。

